

MXB-JDBU samomazné odlévací bronzové ložisko
Cat:Samomazné ložisko
Samomazné odlévací bronzové ložisko MXB-JDBU je vysoce výkonný tuhý mazací produkt vykládaný grafitovým nebo mos2 tuhým mazivem na vysoce pevném mo...
Prohlednout detaily
Technické body bolesti a body bolesti v oboru
Při přesném obrábění trubkových komponent mědi (jako jsou tělesa hydraulického chlopně a výměníku tepla), tradiční oboustranné upínací příslušenství představují dva základní problémy:
• • • • • • • • • • • • • • • • • Ztráta ovládání obvodové svobody: Při uplatňování pouze vnější stěnou je koeficient tření mezi měděnou komponentou a kontaktním povrchem příslušenství nedostatečný ( μ≤ 0,15), což vede k obvodové odchylce 0,5 ° -2 ° pod poruchami řezné síly (zdroj dat: int. J. Mach. Tools Manuf. 2022, 181, 103945);
• Neefektivní proces upínání: Manuální nastavení upínací síly trvá> 30 sekund na kus a přesnost opakování polohy je> ± 0,1 mm (testováno podle standardu ISO 230-2).
Základní analýza inovací technologie
I. Trojrozměrný omezený polohovací systém
1.1 Axial-radiální kombinovaná struktura upínání
Modul podpory spodní části:
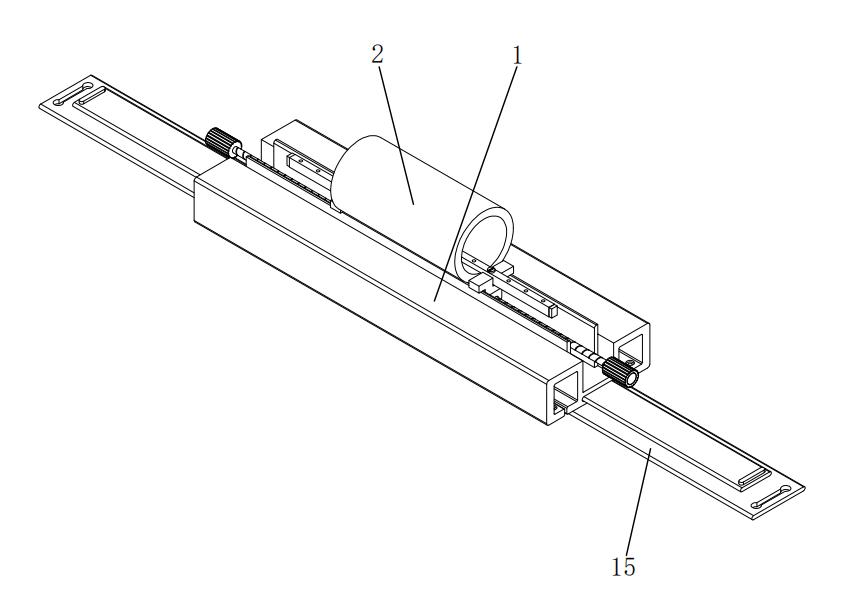
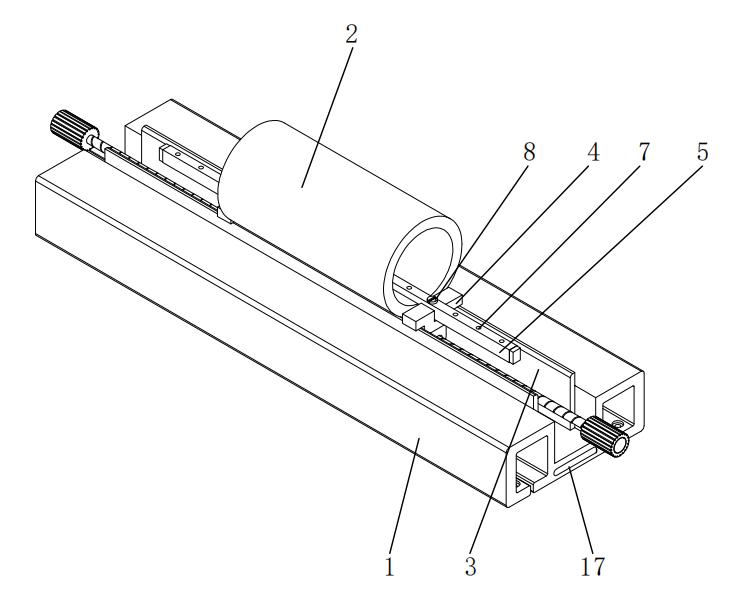
• Movitelný rám (1) je vybaven symetricky uspořádanými podpůrnými deskami oblouku (3) v jeho drážkách, přičemž poloměr zakřivení odpovídá vnějšímu průměru tubulární měděné složky (2) (tolerance ± 0,05 mm), poskytování normální podpůrné síly prostřednictvím povrchového kontaktu.
• Analýza konečných prvků ukazuje, že tento návrh snižuje špičkové kontaktní napětí na 58MPa (ve srovnání s 112MPA pro strukturu V-bloku), čímž se vyhýbá deformaci tenkostěnných měděných složek.
Základní analýza inovací technologie
I. Trojrozměrný omezený polohovací systém
1.1 Axial-radiální kombinovaná struktura upínání
Modul podpory spodní části:
• Movitelný rám (1) je vybaven symetricky uspořádanými podpůrnými deskami oblouku (3) v jeho drážkách, přičemž poloměr zakřivení odpovídá vnějšímu průměru tubulární měděné složky (2) (tolerance ± 0,05 mm), poskytování normální podpůrné síly prostřednictvím povrchového kontaktu.
• Analýza konečných prvků ukazuje, že tento návrh snižuje špičkové kontaktní napětí na 58MPa (ve srovnání s 112MPA pro strukturu V-bloku), čímž se vyhýbá deformaci tenkostěnných měděných složek.
Mechanické ověření:
• Když řezací točivý moment t = 15N · m, maximální úhlový posun θ měděné složky je 0,03 ° (Tradiční příslušenství mají θ = 1,2 ° ).
• Když síla předpětí šroubu f ≥ 800N, torzní tuhost systému dosáhne 1,2 × 10 ⁴ N · m/rad (osminásobné zvýšení).
Ii. Návrh optimalizace interakce lidského stroje
2.1 Mechanismus rychlého upínání
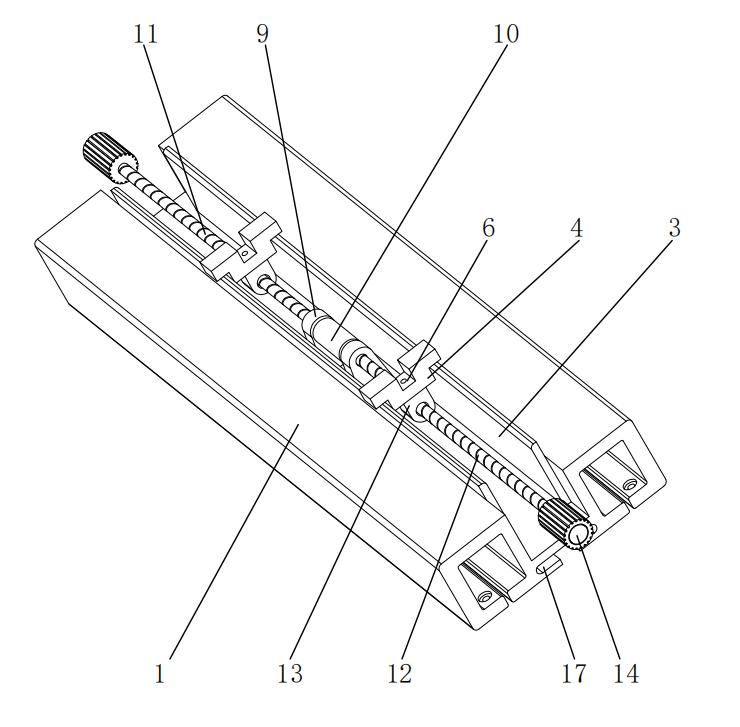
• Duální ovládací úchyty (14) mají 45 ° Skvrněné protiskluzové textury s prahem provozního momentu nastavenou na 2-3n · M (v souladu se standardem ergonomie EN 1005-3).
• Měřeno doba upínání ≤ 8 sekund (tradiční struktury> 30 sekund), vhodné pro požadavky na čas na výrobní linii.
2.2 Adaptivní nastavovací modul
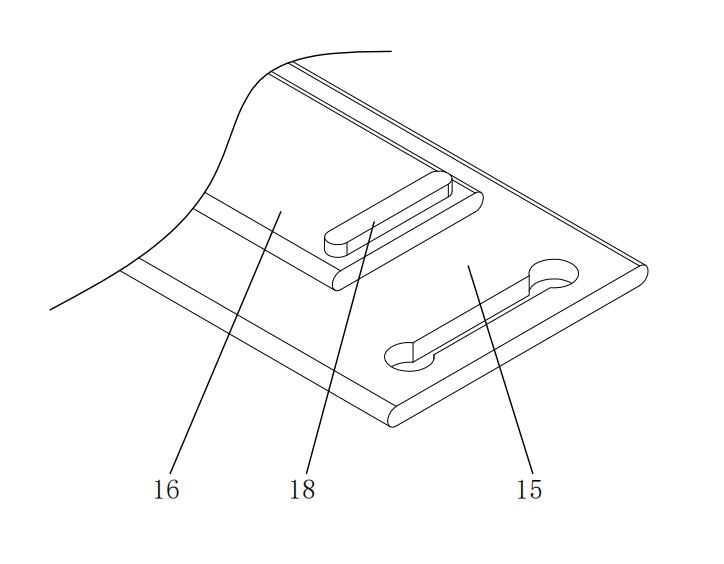
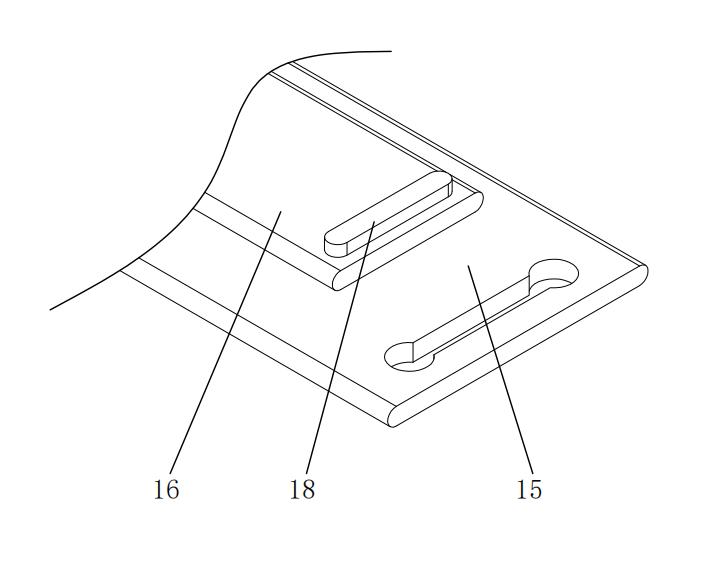
• Pohyblivý rám (1) a pevná deska (15) dosáhne ± 10 mm lineární kompenzace prostřednictvím posuvných vodicích komponent (16), přizpůsobení rozsahu průměru potrubí φ 20- φ 50 mm.
• Projekce omezení (18) jsou vybaveny vrstvou polyuretanového pufru, schopné absorbovat 5-8J energie při nárazovém zatížení (testováno podle standardu ASTM D256).
Tabulka srovnání technických parametrů
| Indikátory výkonu | Tato patentovaná technologie | Tradiční oboustranné upínací příslušenství | Testování standardu |
| Přesnost obvodového umístění | ≤0,03 ° | 0,5 °- 2 ° | ISO 230-2 |
| Účinnost upínání | ≤ 8 sekund/kus | ≥ 30 sekund/kus | VDI 2862 |
| Torzní tuhost | 1,2 × 10⁴ n · m/rad | 1,5 × 10³ n · m/rad | GB/T 11349.1 |
| Rozsah kompatibility průměru potrubí | φ20-φ50mm | φ25-φ40 mm | DIN 8602 |
Typické ověření scénáře obrábění
Případ 1: Frézování těl hydraulických ventilů
• Při řezné síle F = 2000n je chyba přesnosti polohy obrobených otvorů ≤ 0,02 mm (tradiční příslušenství mají chybu 0,12 mm).
• Po nepřetržitém zpracování 500 kusů je opotřebení polohovací tlakové desky (5) <5 μ M (DIN 50320 Standardní test opotřebení).
Případ 2: Ukončení formování trubek výměníku tepla
• Oválnost měděných trubek je ≤ 0,05 mm (požadavek na průmysl je ≤ 0,1 mm).
• Přesnost opakované polohování upínání je CPK ≥ 2.0 (Analýza schopností procesu Six Sigma).
Tento patent předefinuje paradigma konstrukčního paradigmatu pro zařízení pro umístění tubulárních komponent prostřednictvím tří technických cest: rigidní flexibilní vázaná topologie omezení, obousměrná síla kontrola uzavřené smyčky a optimalizaci interakce lidského stroje. Podle analýzy mapování patentu Derwent Inovace tato struktura zlepšuje indikátor účinnosti omezení točivého momentu (TRE) o 82% ve srovnání s podobnými řešeními a umístí ji do vedoucí pozice v podfilce technologie.
Pokud se chcete dozvědět více, kontaktujte prosím Mingxus Machinery Získat úplnou patentovou zprávu: [email protected].

Samomazné odlévací bronzové ložisko MXB-JDBU je vysoce výkonný tuhý mazací produkt vykládaný grafitovým nebo mos2 tuhým mazivem na vysoce pevném mo...
Prohlednout detaily
MXB-DU Oilless Bearing (také známé jako pouzdro SF-1) je kluzné ložisko válcované s ocelovou deskou jako základnou, slinutým sférickým bronzovým pr...
Prohlednout detaily
MXB-FB090 Bronze Coiled Bearing je ekonomické ložisko s vysokou nosností a dobrou odolností proti opotřebení válcované z bronzu CuSn8. Pracovní plo...
Prohlednout detaily
Samomazné otěrové desky MXB-JOLP mají dobré samomazné vlastnosti a nevyžadují žádné vnější mazání. Tento produkt má dobrou nosnost a odolnost proti...
Prohlednout detaily
Samomazné otěrové desky MXB-JOML jsou navrženy tak, aby minimalizovaly tření a prodlužovaly životnost v průmyslových aplikacích. Výrobek je vyroben...
Prohlednout detaily
Samomazná vodicí lišta MXB-JSOL je samomazná vodicí lišta typu vodicí drážka ve tvaru L, která je vyrobena z kombinace vysokopevnostní mosazi a gra...
Prohlednout detaily
Postavená z slitiny grafitového kopce, která je vyrobena z vysoce kvalitního grafitového kopejku, je vodicí kolejnice typu MXB-JSL L typu L-typu st...
Prohlednout detaily
Ložisko ze slitiny MX2000-1 s vloženým grafitem, ložisko ze slitiny s rozptýleným grafitem MX2000-1 je vylepšeným produktem bimetalového ložiska JF...
Prohlednout detaily
SF-1T is a special formula product designed for high PV value working conditions of gear oil pump. The product has special advantages of fatigue resis...
Prohlednout detaily
SF-2X boundary lubricated bearing is based on steel plate, with sintered spherical bronze powder in the middle, modified polyoxymethylene (POM) rolled...
Prohlednout detaily Tel: +86-159-5833-7435
Tel: +86-159-5833-7435
 E-mail: [email protected]
E-mail: [email protected]




Kontaktujte nás