V dávkovém zpracování komponent typu skateboardu (jako jsou vodicí kolejnice a přesné posuvníky), tradiční systémy nástrojů čelí dvěma hlavním úzkým místem:
● Špatná přesnost opakující se polohování: Kumulativní chyby z více upínacích operací přesahují 0,1 mm (v souladu s tolerancí třídy ISO 2768-m), což nepříznivě ovlivňuje kolmou plochu páření (obvykle vyžadováno, aby bylo ≤ 0,05 mm na 100 mm);
● Neefektivní přeměna nástrojů: Přepínání mezi vyhrazenými příslušenstvími trvá více než 45 minut na příklad, což má za následek míru využití zařízení pod 60% ( Zdroj: CIRP Annals 2022, 71 (1), str. 333-336 ).
Analýza základních technologických inovací
I. Topologický design pro uplatňování příspěvků
1.1 Struktura omezení stupňového příspěvku
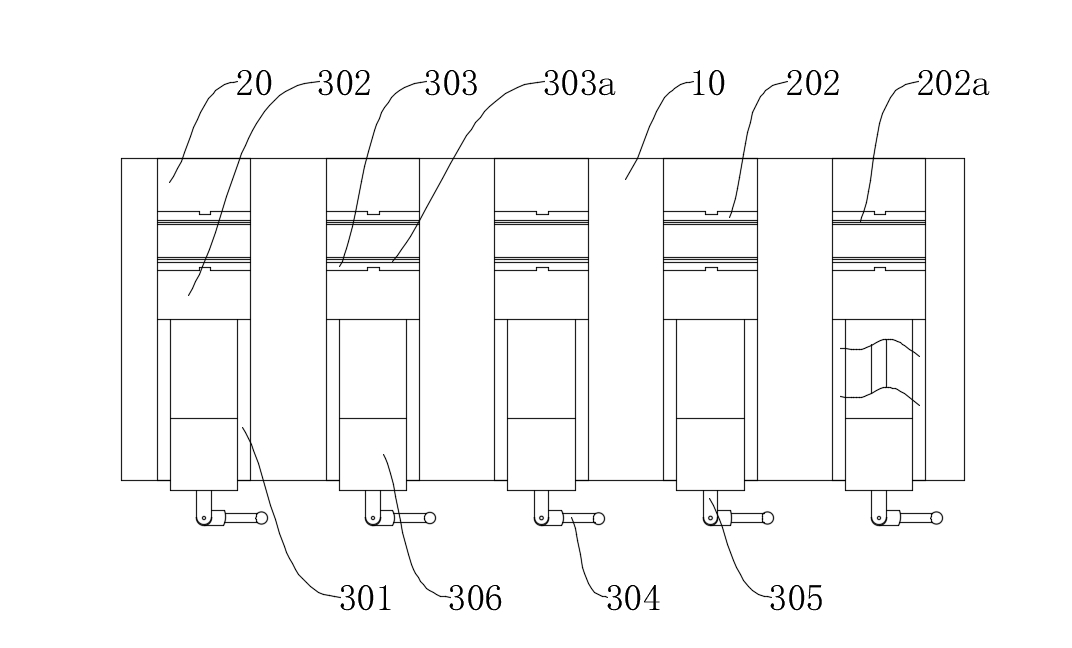
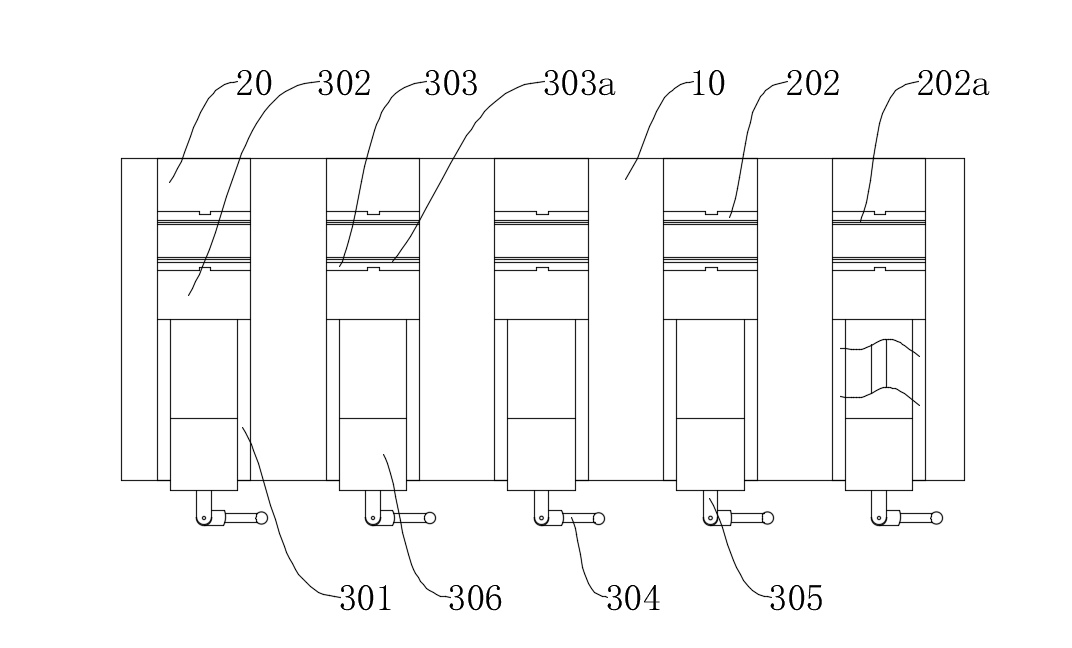
Mechanismus upínání dvojitého kroku:
● Pevný blok (20) a upínací blok (302) jsou vybaveny prvním a druhým krokem upínání (202A/303A). Výška těchto kroků je spojena s přidavatelem obrábění (s tolerancí ± 0,01 mm);
● Optimalizací úhlu sklonu kroku na 75 ° ± 1 ° prostřednictvím analýzy konečných prvků dosahuje mechanismus poměr smykovou silou přesahující 85% (na rozdíl od pouze 30% v tradičních planárních metodách upínání).
Zlepšení přesnosti obrábění:
● Boční obrábění je dokončeno v jedné operaci upínání, s chybami přesnosti polohy ≤ 0,02 mm (splnění standardů stupně GB/T 1184-K);
● Hodnota drsnosti povrchu RA je trvale udržována pod 0,8 μm (jak je testováno v souladu se standardy ISO 4288).
Ii. Modulární systém změny nástrojů pro rychlé
2.1 modulární architektura plug-in
Design s dvojitým slotem:
● První/druhé montážní sloty (201/302A) využívají fit H7/G6, který v kombinaci s polohovacími klíči dosahuje opakující se přesnost polohování ± 0,005 mm;
● Doba výměny modulu je ≤ 3 minuty na kus (na základě skutečných údajů o měření), což podporuje přepínání obrobků o tloušťce v rozmezí od 5 mm do 50 mm.
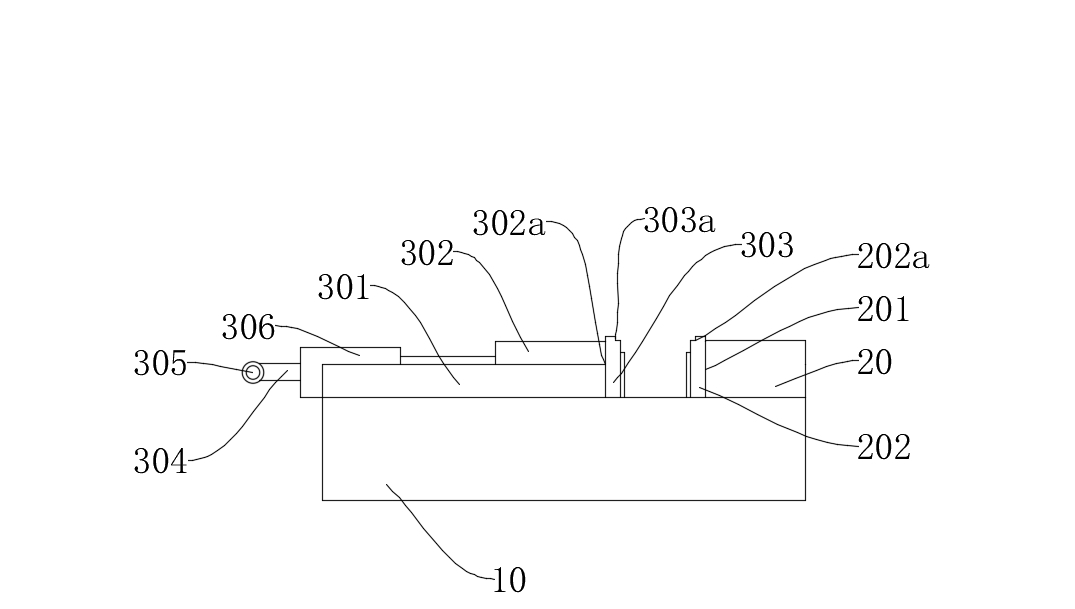
2.2 Mechanismus pohonu s uzavřenou smyčkou
● Šroub (305) používá dvojité lichoběžníkové vlákno (TR16 × 4p8), které ve spojení s přechodovým blokem (306) umožňuje mikro-krmivo 0,02 mm na revoluci;
● Ovládací tyč (304) zahrnuje omezovač točivého momentu (nastaven na 15 N · m), aby se zabránilo poškození obrobku.
Klíčová tabulka porovnání technických parametrů
| Indikátor výkonu | Tato patentovaná technologie | Tradiční nástroje skateboardu | Testování standardu |
| Opakující přesnost polohování | ≤ 0,005 mm | ≥ 0,03 mm | ISO 230-2 |
| Doba přechodu nástrojů | ≤ 3 minuty | ≥ 45 minut | VDI 2862 |
| Drsnost povrchu RA | ≤ 0,8 μm | ≥1,6 μm | ISO 4288 |
| Maximální upínací síla | 12KN | 8 kN | DIN 55189 |
Validace v typických scénářích obrábění
Případ 1: Obrábění lineárních vodicích jezdců
● Obroběné 18 posuvníků různých specifikací s kumulativní dobou přechodu nástrojů 38 minut (tradiční nástroje by vyžadovaly 13,5 hodin);
● Chyba kolmo na bočních površích byla ≤ 0,015 mm na 100 mm (splnění standardního požadavku GB/T 1184 ≤ 0,05 mm).
Případ 2: Obrábění děr skupiny hydraulických ventilů
● Dokončil obrábění 12 povrchů páření v jedné upínací operaci a dosáhl hodnoty CPK 1,67 pro přesnost polohy (splnění standardů Six Sigma);
● Životnost nástroje byla prodloužena o 40% (v důsledku vibrací snížených pod 0,5 g).
Tento patent předefinuje paradigma návrhu pro dávkové obráběcí nástroje prostřednictvím dvou technologických cest: optimalizace topologie omezení povolená a modulární síla uzavřená smyčka. Podle vyhledávání novin (prováděné prostřednictvím Inovace Derwent) tato struktura dosahuje indexu účinnosti převodu (CEI) 0,92, což představuje 210% zlepšení oproti podobným řešením a jeho umístění v technologickém popředí svého výklenku.
Pokud se chcete dozvědět více, kontaktujte prosím Mingxus Machinery a získejte úplnou patentovou zprávu: [email protected] .


















Kontaktujte nás