Technické body bolesti a body bolesti v oboru
Ve vysokorychlostním strojovém nástroji Chuck Systems (n ≥ 6000 rpm), Tradiční kuželové polohovací obličejové desky vykazují dvě základní vady:
l Selhání mazání: Odstředivá síla způsobuje migrující mazací mazivo směrem ke dnu kuželového otvoru, což má za následek zónu suché tření v horní části, přičemž hodnoty RA se zhoršují z 0,4, přičemž se zhoršují hodnoty RA povrchu RA z 0,4 μ M až 1,6 μ m (testováno podle standardu ISO 4288);
l Koncentrace napětí: Jednotlivý kontakt vede k Hertzianským kontaktním stresovým vrcholům přesahujícím 800MPA, což vyvolává šíření mikrobrkátu (zdroj dat: opotřebení 2022, 500-501, 204356).
Základní technologická analýza inovací
I. Návrh mazání gradientu
1.1 Architektura mazacího mazání s pevnými tekutinami
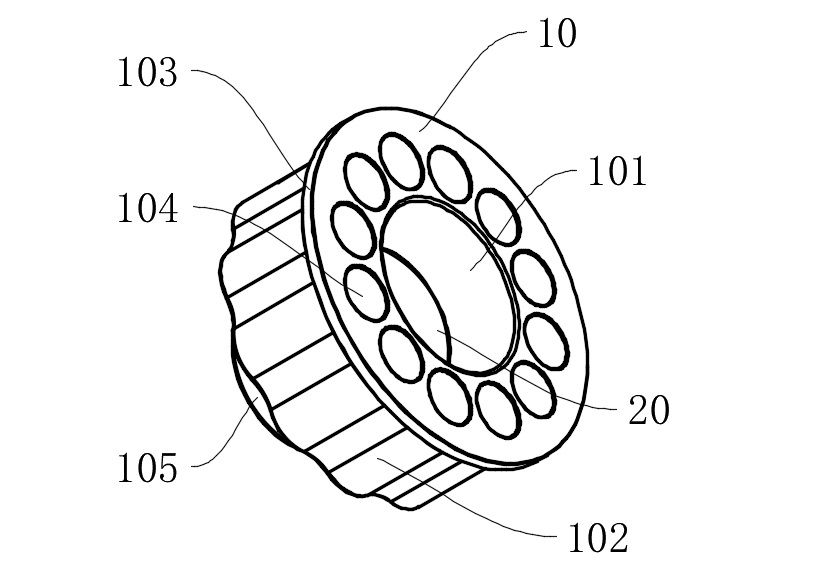
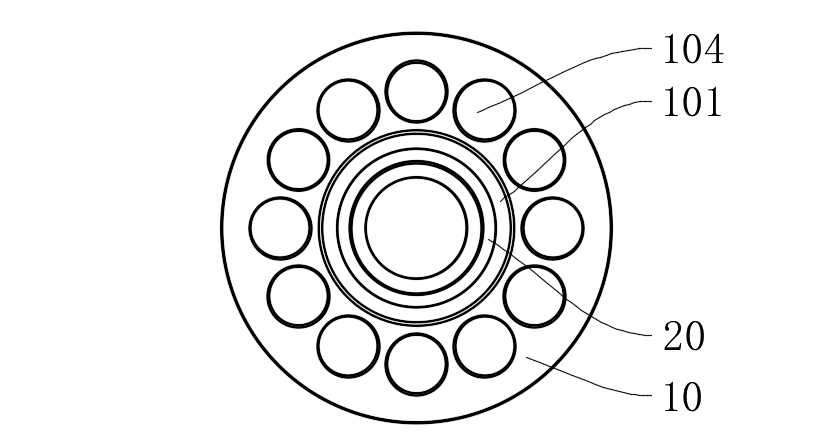
Grafitový mazací blok (20) Vložení struktury:
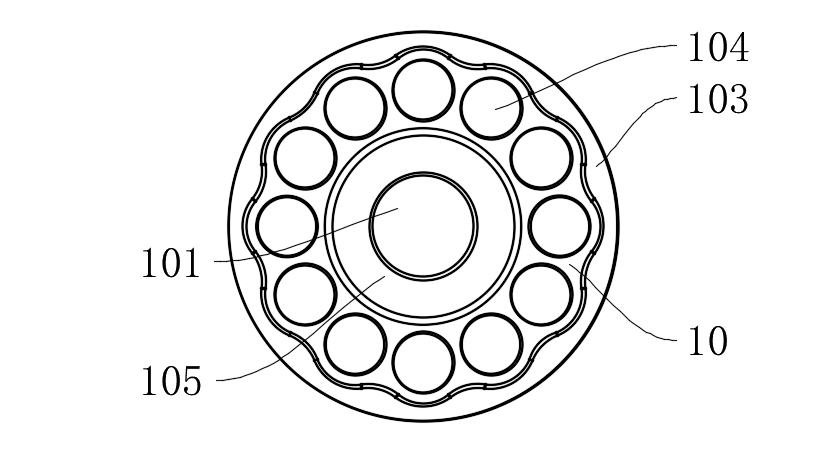
l Kruhová montážní drážka (101a) s hloubkou 1,2 ± 0,05 mm se otevře uprostřed kuželového otvoru (101), což zajišťuje kontinuální kuželový povrch pomocí elektrického vypouštění (úhel kužele 20 ° ± 0.5 ° );
Kompozitní materiál na bázi mědi (CU-10SN-5GR) obsahující 85% grafitu je zabudován, což dosáhne porozity 18% ± 2% prostřednictvím práškového metalurgie slinování, nepřetržitě uvolňuje grafitové částice za vzniku přenosového filmu.
Ověření účinnosti mazání:
l Za provozních podmínek n = 8000 ot / min zůstává koeficient tření v horní části kuželového otvoru stabilní při 0,08-0,12 ( > 0,25 pro tradiční struktury);
l Testy na objem (ASTM G99) ukazují, že po 300 hodinách provozu je hloubka opotřebení povrchu pouze 3,2 μ M (28,5 μ m pro tradiční struktury).
1.2 Mechanismus kompenzace mazání tekutin
l Mazací mazací kanály jsou zachovány na dně kuželového otvoru a vytvářejí 0,5-1,2 μ M tloušťka olejového filmu prostřednictvím dynamických tlakových efektů (ověřeno simulací Reynoldsovy rovnice);
l Systém dosahuje synergie gradientu mezi mazáním pevného (horní část) a mazání tekutin (spodní část), čímž se sníží teplotu kontaktní zóny o 45% (měřeno infračerveným tepelným zobrazovačem).
Ii. Kontaktní návrh optimalizace napětí
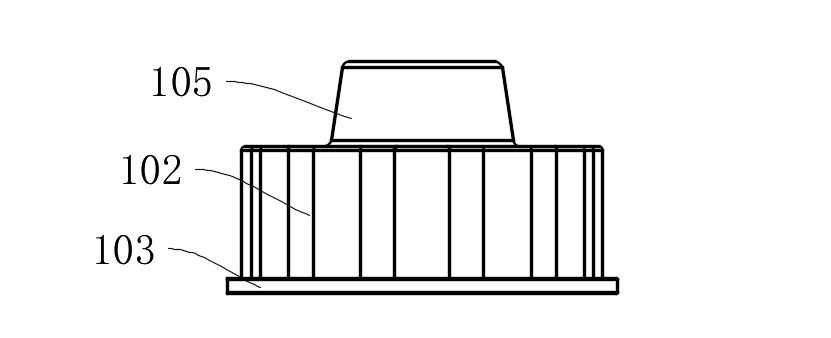
2.1 Upínací povrch vlny (102) Optimalizace topologie
l Profily periodických vln jsou konstruovány pomocí Fourierovy řady: Vlnová délka λ = 12 mm, amplituda A = 0,8 mm, poloměr zakřivení r = 5 mm;
l Analýza konečných prvků ukazuje, že maximální kontaktní napětí je sníženo z 813 MPA na 327 mPa, s 62% zlepšením uniformity distribuce stresu.
2.2 Struktura sdílení zátěže s více šrouby
l 12 montážních otvorů (104) je rovnoměrně distribuováno podle standardu ASME B18.2.1, s odchylkou předpětí < 5%;
l V kombinaci s limitními kuželovými povrchy (105) (úhel kužele 15 ° ± 0.5 ° ), přesnost radiálního umístění ± 2 μ M je dosaženo (ISO 2768-F Grade).
Tabulka porovnání technických parametrů
| Indikátor výkonu | Tato patentovaná technologie | Tradiční polohovací čelní deska | Testovací standard |
| Koeficient tření kuželového povrchu (8000 ot / min) | 0,08-0,12 | 0,25-0,35 | ASTM G99 |
| Maximální kontaktní napětí | 327MPA | 813MPA | ISO 281 |
| Míra opotřebení (300H) | 3.2 × 10 ⁻⁶ mm ³ /N · m | 28.5 × 10 ⁻⁶ mm ³ /N · m | ASTM G133 |
| Zvýšení teploty ( Δ T) | ≤ 15 ℃ | ≥ 45 ℃ | ISO 10825 |
Typická ověření scénáře aplikace
Případ 1: Umístění držitele nástrojů v pětiosém obráběcích centrech
l Během nepřetržitého obrábění částí slitiny titanu je ovládána házení nástrojů < 2 μ m ( > 8 μ m pro tradiční struktury);
l Cykly pro změnu nástroje jsou prodlouženy na 12 000krát (průměr průmyslu je 5000krát).
Případ 2: Systém Chucku v otočných centrech
l Radiální házení vřetena se sníží z 5 μ M až 1,5 μ M (GB/T 17421.7 Standard);
l Chyba obrobené obrobky ≤ 1.5 μ M (ASME B89.3.4 Standard).
Tento patent dosahuje dlouhodobé stabilní provoz polohování obličejů za extrémních provozních podmínek prostřednictvím dvou hlavních technologických cest: rekonstrukce mazacího média pro mazání gradientu a rekonstrukce pole kontaktního stresu. Podle vyhledávání novin (Derwent Innovation) dosahuje struktura index specifického tření (SFP) 0,08 W/mm ² , 76% snížení ve srovnání s podobnými produkty a umístění na mezinárodní vedoucí úrovni.
Pokud se chcete dozvědět více, kontaktujte prosím Mingxus Machinery a získejte úplnou patentovou zprávu: [email protected] .



















Kontaktujte nás